
Hidraulični cilindar s šupljim klipnim štapom
Dedicirani zamjenski dio za održavanje hidraulskih cilindra, s površinama obrađenim valjakom i kaljenim kromom za odličnu otpornost na trošenje, otpornost na koroziju i dug vijek trajanja. Dizajniran za glatku radnju, nisko trošenje brtvi i primjene s visokim opterećenjem.
Vodilica je ključni povezujući i nosivi dio hidrauličnog cilindra. Široko se koristi u hidrauličnim i pneumatskim aktuatorima, a karakterizira ga visokofrekventno kretanje i strogi tehnički zahtjevi, zbog čega se smatra preciznim pokretnim elementom.
Uz primjer hidrauličnog cilindra, sastoji se uglavnom od cijevi cilindra, batiljka, klipa i zatvarača.
Kvaliteta obrade batiljka izravno utječe na vijek trajanja i radnu pouzdanost cijelog cilindra.
Batiljci zahtijevaju visokopreciznu obradu. Propisana hrapavost površine je Ra 0.4–0.8 μm, s rigoroznim zahtjevima za koaksijalnost i otpornost na trošenje.
Strukturalno, batiljak je vitak osovinski dio, što obradu posebno otežava i predstavlja dugotrajni izazov za proizvodne inženjere.
**Poboljšanje površine valjanjem (burnishing)**
Postupci obrade površine primjenjuju se radi poboljšanja otpornosti batiljka na koroziju te usporavanja početka i širenja zamornih pukotina, čime se povećava njegova otpornost na zamor.
Valjanjem se na površini stvara sloj otvrdnut materijala kodiran hladnim djelovanjem. Ovim postupkom smanjuje se elastična i plastična deformacija na kontaktu, znatno se poboljšava otpornost površine na trošenje, a istovremeno se uklanjaju nedostaci poput spaljivanja površine koji su česti kod konvencionalnih brušenih površina.
Nakon valjanja, smanjena hrapavost površine poboljšava točnost naleganja i smanjuje trenje između batiljka i brtvila ili brtvila prstenova tijekom povratnog gibanja. Time se minimizira habanje brtvila i produljuje ukupni vijek trajanja hidrauličnog cilindra.
Zbog toga se valjanje prepoznaje kao visokokvalitetan i pouzdan postupak završne obrade površine u proizvodnji batiljaka.
**Tehničke specifikacije batiljka**
**Klasa tolerancije vodilice:** F7–F9
**Hrapavost površine vodilice:** Ra 0.3–0.6 μm
**Tvrdoca površine vodilice:** HRC 58–64
**Dubina otvrdnutog sloja (površina batiljka):** 1–3 mm
**Preciznost obrade (radijalni bacak):** 0.02–0.05 mm
**Ravnost:** ≤ 5 μm po 100 m
**Debljina kromiranja:** 0.025–0.035 mm
Preporučeni proizvodi


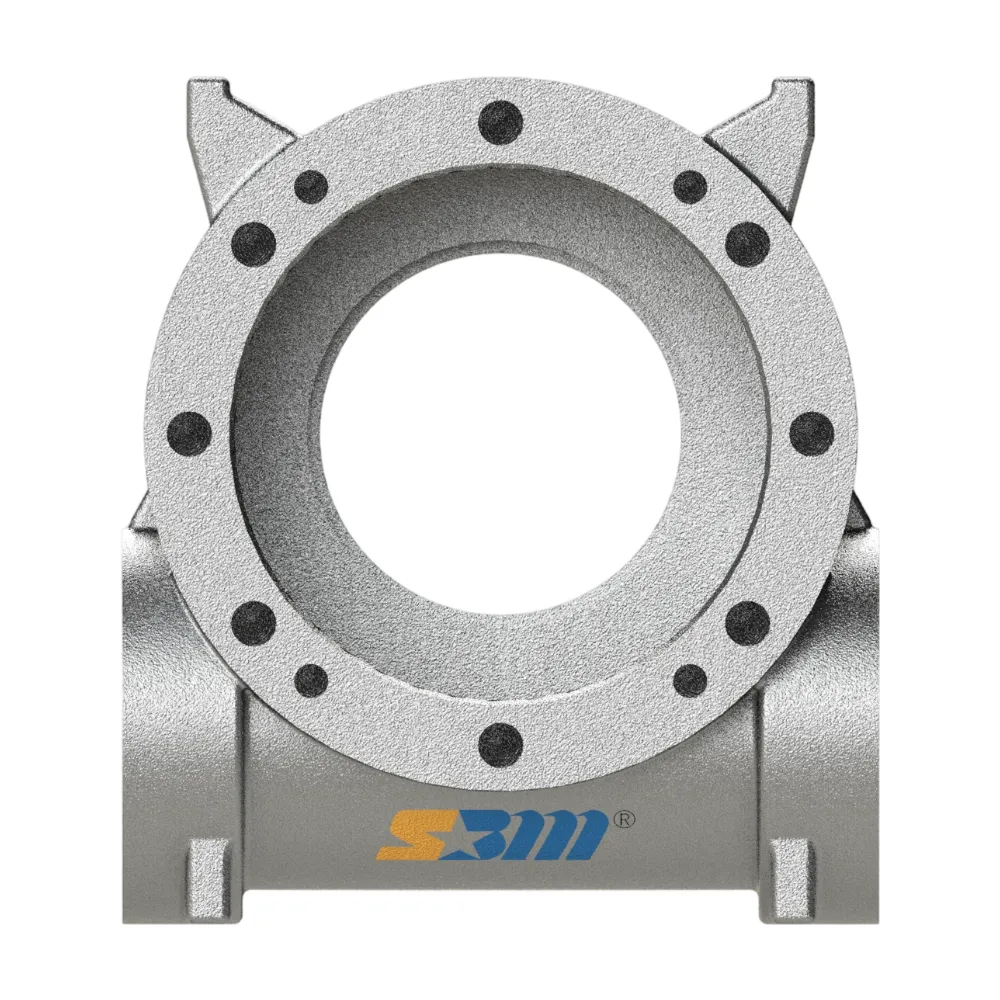
Kućište rotacijskog aktuatora S180 | Visokotorzijska lijevana guma QT500 gubitnog pjene
Potražujete kućište za teški S180 rotacijski aktuator? Otkrijte premium QT500-7 kućišta od žilaste gvožđe s zupčanikom i grebom tvrtke Shellppon, lijevane naprednom EPC tehnologijom.

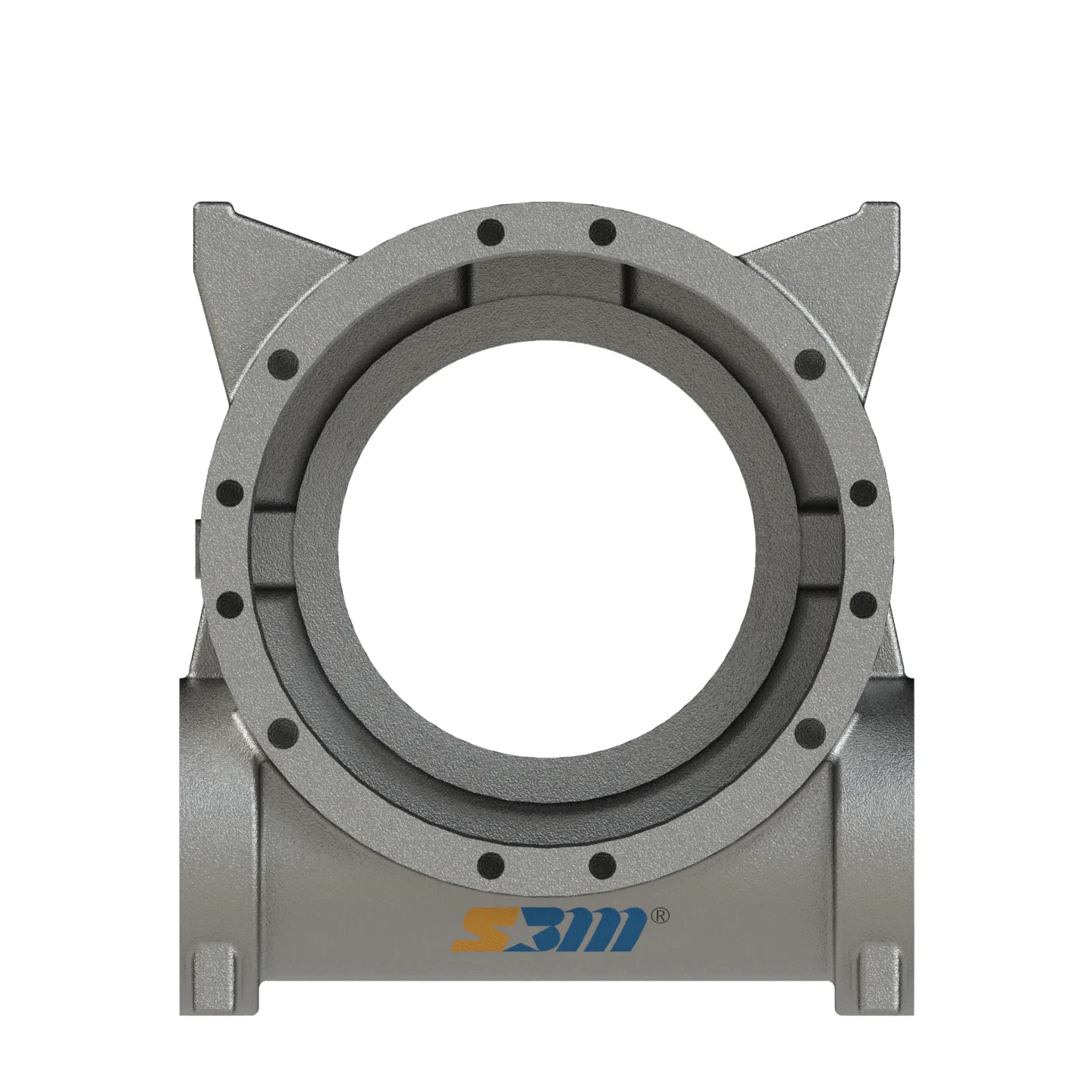
Kućište rotacijskog aktuatora S140 | Lijevanje izgubljene pjene za teške uvjete rada QT500
Tražite robusno kućište rotacijskog aktuatora S140? Otkrijte Shellpponova visokočvrsta kućišta zupčanika od nodularnog lijeva QT500-7, lijevana korištenjem napredne EPC tehnologije.

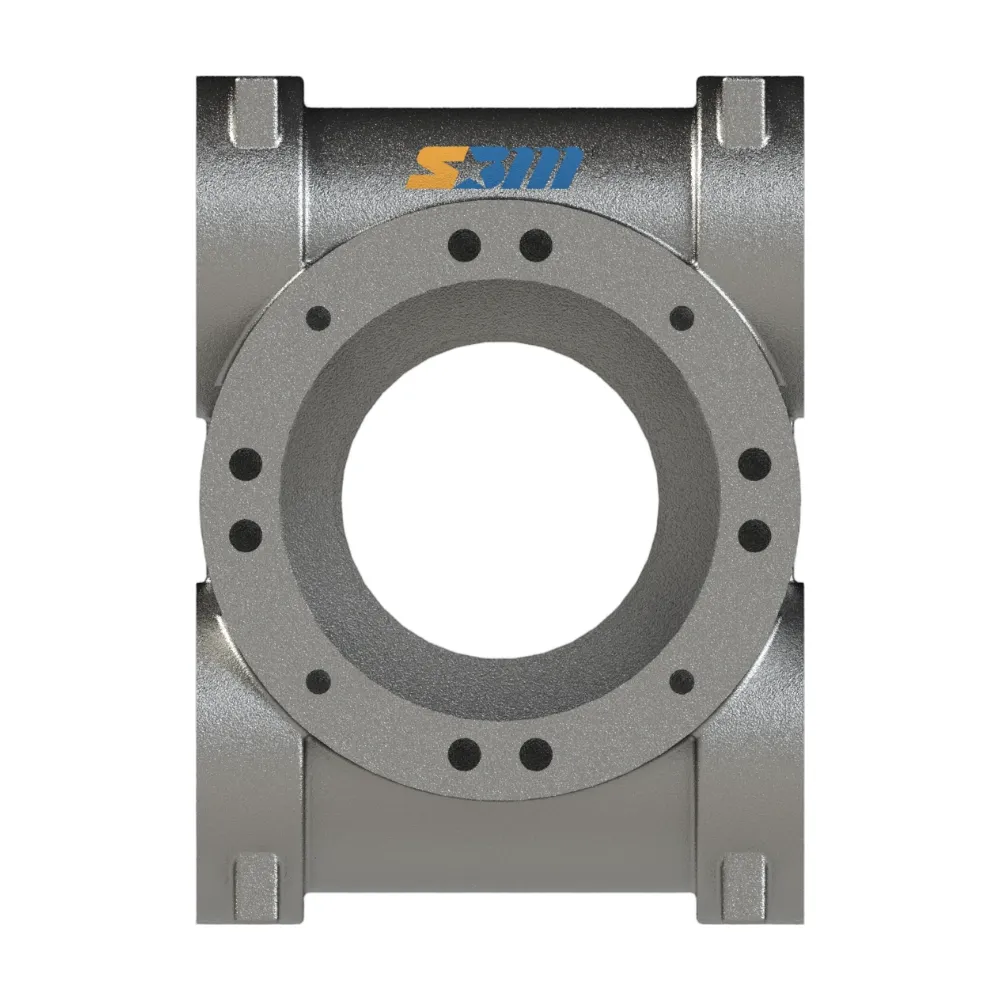
S100 Rotacijski aktuator kućište zupčanika i reda
Potražujete robustnu kućište za rotacijski aktuator S100? Otkrijte premium kućišta od čvrstog gvožđa QT500-7 s zupčanikom i rebrastom Shellppon, lijevana pomoću napredne EPC tehnologije.

D180 Rotacijski aktuator kućište zupčanika i nosača
Otkrijte kućište zupčanika-stupca rotacijskog aktuatora D180 proizvođača Shellppon. Izrađeno od visokostruke čvrste gusjenice QT500-7 pomoću vrhunske tehnologije lijevanja u izgubljenoj pjeni (EPC).